Dobbelt sprøjtestøbning

Kort beskrivelse:
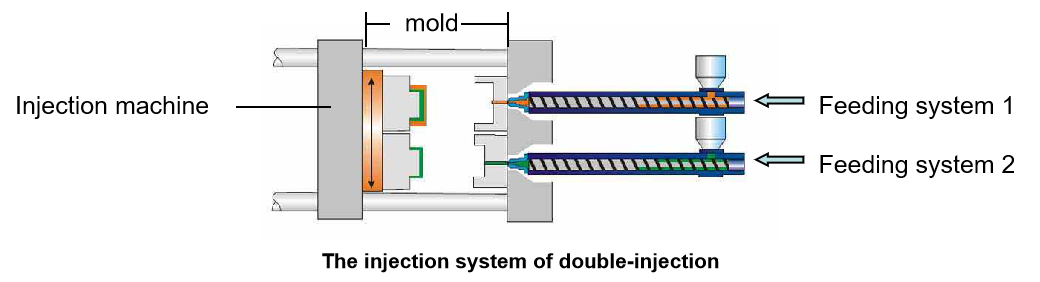
Dobbelt sprøjtestøbning er en plaststøbeproces, hvor to sæt forme samtidigt indsprøjtes på den samme injektionsmaskine for at danne en del af to forskellige plastmaterialer.
Dobbelt sprøjtestøbning (kaldes også dobbeltskudstøbning, tofarvet injektion).
Dobbelt sprøjtestøbning er en plaststøbeproces, hvor to sæt forme samtidigt injiceres på den samme injektionsmaskine for at danne en del af to forskellige plastmaterialer. Undertiden har de to materialer forskellige farver, nogle gange har to materialer forskellig hårdhed og blødhed og opnår således de krævede mekaniske egenskaber og æstetik ved produktet.
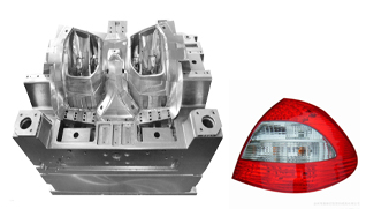
Anvendelse af dobbeltindsprøjtning plastform og dele
De plastdele, der er produceret gennem dobbeltindsprøjtning, er blevet udbredt i elektroniske produkter, elektriske værktøjer, medicinske produkter, husholdningsapparater, legetøj og næsten alle andre plastfelter. Produktion og støbning af dobbeltfarvede forme såvel som forskning og udvikling af dobbeltfarve sprøjtestøbemaskiner og råmaterialer til dobbeltfarve sprøjtestøbning har også udviklet sig hurtigt.
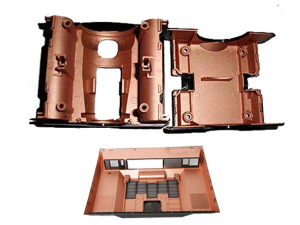
Vis tilfælde af dele med dobbelt indsprøjtning
Der anvendes to forskellige typer plast, og de plastprodukter, der tydeligt kan skelnes mellem de to typer plast, kaldes dobbeltindsprøjtningsdele.
Hvad er fordelen ved dobbelt sprøjtestøbning?
Sammenlignet med traditionel sprøjtestøbning har dobbeltmateriale co-sprøjtestøbningsprocessen følgende fordele:
1. De indre og ydre lag af delene vedtager forskellige materialer med forskellige egenskaber, såsom dem med god styrke i det indre lag og dem med farve eller korn på den ydre overflade for at opnå omfattende ydeevne og udseendevirkning.
2. Materiale blød-hård koordinering: Hoveddelen af en del bruger hårde materialer, den monterende matchende overflade ved hjælp af elastisk blød harpiks (TPU, TPE) kan spille en meget god forseglingseffekt på produktet, såsom vandtæt, støvtæt.
3. I henhold til forskellige anvendelsesegenskaber, såsom overfladelaget af tunge dele, der bruger blød plastharpiks, bruger kroppen eller kernen af delen hård plastik eller skumplast kan reducere vægten.
4. Kernematerialer af lav kvalitet kan bruges til at reducere omkostningerne.
5. Kernematerialet i dele kan bruge dyre og specielle overfladeegenskaber, såsom anti-elektromagnetisk interferens, høj ledningsevne og andre materialer for at øge produktets ydeevne.
5. Overfladen eller kernen af dele kan være fremstillet af dyre materialer med specielle egenskaber, såsom anti-elektromagnetisk interferens, høj ledningsevne og andre materialer for at øge produktets ydeevne.
6. Korrekt blanding af kortikale og kernematerialer kan reducere restspændingen, øge delernes mekaniske styrke eller overfladeegenskaber.
7. Sammenlignet med overmoldning har den store fordele i kvalitet, omkostninger og produktivitet.
Manglen ved dobbelt sprøjtestøbning
1. Det er nødvendigt at investere i køb af dobbeltindsprøjtningsmaskine.
2. Tilpasningen af dobbeltindsprøjtningsforme kræver præcision: de bageste forme har de samme krav. Når produktet har designændringer, skal begge forme foretage de samme ændringer for at sikre det samme. Dette tilføjer arbejdsbyrden til vedligeholdelsen af matricen.
3. Dobbelt sprøjtestøbemaskine er, at to par forme deler plads og kraft i den samme sprøjtestøbemaskine, så store produkter ikke kan injiceres.
Forskellen mellem dobbelt sprøjtestøbningsproces og overformningsproces
Dobbelt sprøjtestøbning og overformning er begge sekundær sprøjtestøbning, men de er ret forskellige.
1. Overformningsprocesforme, også kendt som sekundær støbning, udføres på almindelige sprøjtestøbemaskiner. Produktet dannes i to faser. Efter at produktet er fjernet fra et sæt forme, sættes det i et andet sæt forme til den anden sprøjtestøbning. Derfor bruges almindelig sprøjtestøbemaskine til overformningsproces.
2. Dobbelt sprøjtestøbning er, at to slags plastmaterialer indsprøjtes på den samme sprøjtestøbemaskine og danner to gange, men produktet kommer kun ud en gang. Generelt kaldes denne form for støbeproces også dobbelt materiale sprøjtestøbning, som normalt afsluttes med to sæt forme og kræver en speciel dobbeltindsprøjtningsmaskine.
3. Dobbelt sprøjtestøbning er en kontinuerlig produktionsmetode. Det har ingen funktion til at tage ud og placere dele i midten, sparer tid og fejl ved omplacering af dele, reducerer hastigheden af dårlig produktion betydeligt og forbedrer produktkvaliteten og produktionseffektiviteten betydeligt sammenlignet med overmoldningsprocessen.
4. Overmoldningsproces er egnet til sprøjtestøbning af produkter med lave kvalitetskrav og små ordrer. Begrænset af specifikationerne for dobbeltindsprøjtningsmaskine er det generelt ikke egnet til sprøjtestøbning af større dele.
5. De to forreste forme på dobbeltindsprøjtningsforme skal være identiske, og indkapslingsformene har ikke dette krav. Derfor er præcisionen og omkostningerne ved de dobbelte injektionsforme højere end de indkapslede injektionsforme.
Tips til dobbeltindsprøjtningsproces:
1. I processen med dobbeltindsprøjtningsstøbning er der de fire væsentlige elementer: dobbeltindsprøjtningsmaskine, dobbeltindsprøjtestøbning, passende plastmateriale og rimelig deledesign.
2. Valg af materiale til dobbelt- og sprøjtestøbning af blødt og hårdt gummi Der skal være en vis temperaturforskel mellem smeltepunktet for to slags materialer til tofarvet sprøjtestøbning. Generelt anbefales det, at smeltepunktet for det første injektionsmateriale er højere end for det andet injektionsmateriale, og at smeltepunktet for det første injektionsmateriale er højere end det for det andet injektionsmateriale.
3. Injektionssekvens af gennemsigtige og ikke-gennemsigtige materialer: det første skud er lavet af ikke-gennemsigtige materialer, og det andet skud er lavet af gennemsigtige materialer. For eksempel er ikke-transparente materialer normalt PC med høj materialetemperatur, og PMMA eller PC bruges til det andet transparente materiale. PC skal beskyttes ved sprøjtning af UV. PMMA kan vælge UV eller hærdning. Hvis der er tegn på overfladen, skal den vælge UV.
Hvad er dobbeltindsprøjtningsmaskine?
Sprøjtestøbemaskinen med to tønder og indsprøjtningssystem og positionskonverteringsmekanisme for skimmel kaldes dobbeltindsprøjtningsstøbemaskine, som bruges til dobbeltfarvet sprøjtestøbning. Sprøjtestøbemaskiner har normalt to typer: parallel sprøjtestøbemaskine med sprøjteskrue og lodret sprøjtestøbemaskine med sprøjteskrue.

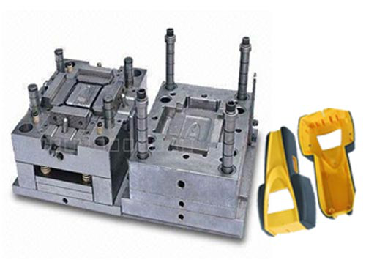
Hvad er dobbeltinjektionsskimmel?
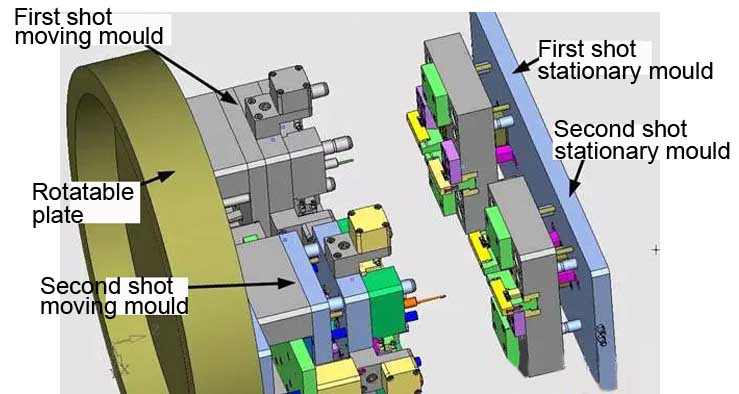
Den form, der injicerer to slags plast i rækkefølge og producerer tofarvede produkter, kaldes tofarvet skimmel. To-farve injektionsforme er normalt to sæt forme til en del svarende til henholdsvis det første og det andet skud. Den bageste matrice (han-matrice) af de to matricer er den samme, men den forreste matrice (hun-matrice) er forskellig.
Dobbeltindsprøjtningsforme skal installeres på dobbeltindsprøjtningsmaskine for at producere normalt.
Tips til design af dobbeltindsprøjtningsforme
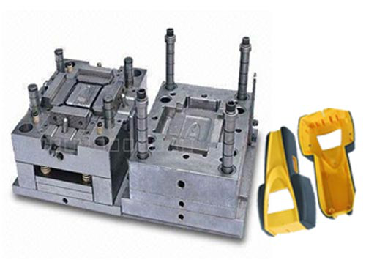
1. Formkerne og hulrum
Den formende del af dobbeltindsprøjtningsformen er grundlæggende den samme som den generelle injektionsform. Forskellen er, at stansningen af sprøjtestøbeformen i to positioner skal betragtes som den samme, og den konkave form skal samarbejde godt med de to stanse. Generelt er denne type plastdele mindre.
EN DOBBELINJEKTIONSSTØTTE
2. Udstødningsmekanisme
Da de tofarvede plastdele kun kan formes efter den anden indsprøjtning, fungerer afbrydningsmekanismen på den primære indsprøjtningsanordning ikke. Til vandret roterende injektionsmaskine kan udstødningsmekanisme til injektionsmaskine bruges til udkastning. Til lodret roterende injektionsmaskine kan udstødningsmekanisme for injektionsmaskine ikke bruges. Hydraulisk ejektionsudkast ejektionsudkast ejektionsmekanisme kan indstilles på det roterende bord.
3. Gatesystem
Fordi det er en dobbeltindsprøjtningsstøbning, er styringssystemet opdelt i et enkelt indsprøjtningssystem og et sekundært indsprøjtningssystem, som henholdsvis er fra to sprøjtestøbeanordninger.
4, Konsistens af formbaser Da metoden med dobbelt injektionsstøbning er speciel, skal den samarbejde og koordinere med hinanden, så størrelsen og præcisionen af de to par matricestyringsenheder skal være ensartede. For vandrette roterende sprøjtestøbere skal formens lukkehøjde være den samme, og midten af de to forme skal have samme roterende radius, og forskellen er 180. For en lodret roterende sprøjtestøbemaskine, to par forme skal være på samme akse.
Udvikling af dobbeltindsprøjtning
Ud fra egenskaberne og anvendelserne af flerfarvet sprøjtestøbning og co-sprøjtestøbning med dobbelt materiale kan det ses, at der vil være en tendens til gradvist at erstatte den traditionelle sprøjtestøbningsproces i fremtiden. Innovativ sprøjtestøbningsteknologi forbedrer ikke kun præcisionen i sprøjtestøbningsprocessen, men åbner også området for sprøjtestøbningsproces. Innovativt udstødningsudstyr og processer er tilstrækkelige til at imødekomme den stigende efterspørgsel efter diversificerede produkter af høj kvalitet og merværdi.
Mestech tilbyder dobbeltindsprøjtning på bilkasser, håndholdte udstyrsskaller, højttalerkabinetter, nøgleknapper, håndtag og andre tofarvede eller to materielle produkter i årevis, kontakt os, hvis du har brug for det.